
 0555-6768298
0555-6768298
0555-6768298


إذا كانت لديك أسئلة أو اقتراحات، يرجى ترك رسالة لنا، وسوف نقوم بالرد عليك في أقرب وقت ممكن!
اتصل بنا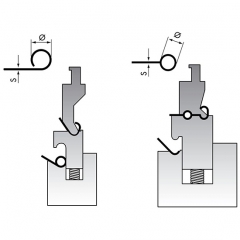
مزايا الإنتاج بضربتين أو ثلاث ضربات تقليل العلامات من خلال جهاز التثبيت المحمل بنابض يتم تقوية المكونات النشطة إمكانية تكرار عالية من خلال مقياس خلفي متكامل اختبار وظيفي وضبط من خلال ثنيات الاختبار - مع أوراق العينة الخاصة بك مناسبة لسمك المادة حتى 4.0 مم كحد أدنى من الداخل Ø: 2,5 مم × سمك المادة للفولاذ والألومنيوم 3,0 مم × سمك المادة للفولاذ المقاوم للصدأ
اضغط على قوالب الفرامل rolla-v بدون خدش، ومن الأفضل وضع الفيلم على سطح قطعة العمل عند الانحناء. وسوف نوصي بحجم القالب المناسب لك وفقًا للوحة التي تنحنيها.

قوالب شيم القابلة للتعديل يمكن اعتبار القوالب السفلية القابلة للتعديل واحدة من أكثر الإضافات تنوعًا لمكابح الضغط. باستخدام هذا النوع من الأدوات ، يمكن ترتيب الفتحات من 6.35 مم إلى 381 مم. يتم توفير الفواصل لإنتاج الفتحة المطلوبة. تسمح الفواصل المشقوقة بإزالة سهلة لتغيير فتحة القالب. عندما لا تكون قيد الاستخدام ، يتم وضع الفواصل على جوانب كتلة القالب. يمكن تجهيز هذه القوالب بأطوال صلبة أو مقطوعة لتسهيل التعامل معها.
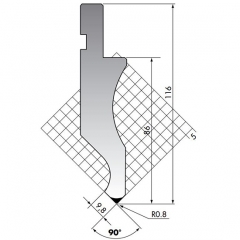
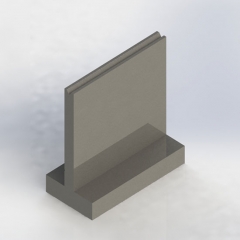
حجم شفرة stright: 835 * 146 * 26mm ، 90 درجة. المادة 42CrMo4 ، صلابة HRC47 +/- 3
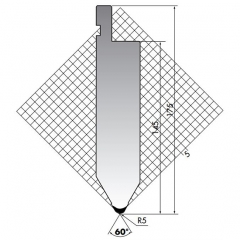
حجم شفرة سترايت: 835 * 175 * 40 مم ، 60 درجة. المادة 42CrMo4 ، صلابة HRC47 +/- 3
حجم شفرة stright: 835 * 146 * 26mm ، 90 درجة. المادة 42CrMo4 ، صلابة HRC47 +/- 3
حجم شفرة سترايت: 835 * 145 * 32 مم ، 60 درجة. المادة 42CrMo4 ، صلابة HRC47 +/- 3
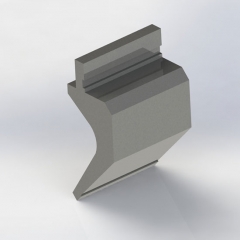
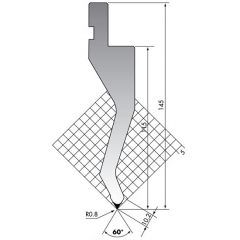
حجم لكمة معقوفة: 835 * 197 * 92 مم ، 88 درجة. المادة 42CrMo4 ، صلابة HRC47 +/- 3. والارتفاع 197 مم والعرض 92 مم. يمكن أن يتم حسب طلب الزبون.
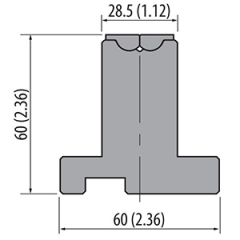
حجم يموت التلفزيون: 835 * 120 * 60 مم ، V12،30 درجة. المادة 42CrMo4 ، صلابة HRC52-58. يمكن تصنيع V6 و V8 و V10 و V16 و V20 و V25 وفقًا لطلب العميل.
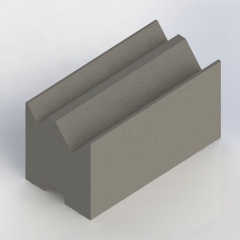
يموت 2V ذاتي التمركز ، الحجم 835 * 46 * 50 مم ، 88 درجة ، الوزن 17 كجم. ويمكننا صنع V5-V9 ، V8-V12 ، V12-V20 ، V16-V25 وفتحات V أخرى وفقًا لسمك الانحناء.
إذا كنت ستدخل قسم المكابح الصحفية في شركة تصنيع منذ 20 عامًا ، فسترى صورة مختلفة تمامًا. إذا أنتجت آلة مجموعة متنوعة من الوظائف الجديدة منخفضة الكمية خلال نوبة عمل ، فقد قضت معظم وقتها في الإعداد ووقتًا قليلًا نسبيًا في الواقع لثني أجزاء جيدة.
بدت إعدادات الجهاز نفسها مختلفة منذ 20 عامًا أيضًا. انحناء المسرح ، مع مجموعات متعددة لكمة ويموت حتى يتمكن المشغل (بشكل مثالي) من إكمال جزء معقد في إعداد واحد ، ظل نادرًا في العديد من متاجر الوظائف. تتطلب هذه الإعدادات الوقت ، الذي تطلب دفعات أكبر. كان على شخص الإعداد الموهوب أيضًا أن يكون قادرًا على تصور التسلسل. غالبًا ما يكون من المنطقي تقسيم عملية التشكيل إلى عدة إعدادات أبسط.
لم يسمع به الانحناء المسرحي ، ولكنه لم يكن شائعًا مثل ما هو عليه اليوم ، وذلك بفضل البرامج إلى حد كبير. أدت البرمجة والمحاكاة في وضع عدم الاتصال إلى التطور ، ولكن البرامج ليست الجزء الوحيد من اللغز. إذا كانت تتناسب بشكل صحيح مع القطع الأخرى - الاتصال الجيد ، والأدوات ، والمواد ، والانحناء التكيفي ، وأتمتة تغيير الأداة - فإن النتيجة هي عملية الانحناء التي تقضي كل وقتها تقريبًا في تشكيل أجزاء جيدة ، وفي النهاية ، كسب المال.
بسيطة مخادعة
قد ينظر شخص غير معتاد على فرامل الضغط إلى إعداد الانحناء في المرحلة ويتساءل عما يجعله معقدًا للغاية. ولكن حتى الإعداد البسيط نسبيًا ، المكون من محطتين ، مع مجموعتين من مجموعات التثقيب بجوار بعضها البعض ، يكون أكثر تعقيدًا مما يبدو ، حتى لو كان ينحني صندوقًا مشتركًا.
لكل مجموعة أدوات لكمة القالب ، يحتاج المشغل إلى النظر في ارتفاع الصندوق الداخلي ، أو ارتفاع الحافة ، والتأكد من أن ارتفاع الثقب ، وعرض الكبش ، وضوء النهار (المسافة بين طرف الثقب وسطح القالب عند الفتح) يمكن أن يستوعبه. ولكن عند تقديم محطة ثانية - ضرورية عند تكوين الصناديق بأطوال وعرض مختلفين - تحتاج إلى النظر في طول الحافة غير المشكلة لضمان عدم وجود فرصة للتصادم مع محطة الأدوات المجاورة.
يمكن لمعظم مشغلي الانحناء ذوي الخبرة المعقولة معرفة ذلك عقليًا. ولكن ماذا عن الأجزاء ذات الشفاه المتعددة في اتجاهات مختلفة وزوايا مختلفة؟ ماذا لو كان لديك سلسلة من الانحناءات الإيجابية والسلبية؟ كل هذا يخلق تعقيدات خطيرة.
جانب آخر بسيط خادع للانحناء ينطوي على ارتفاعات مغلقة. وبالمثل ، لنفترض أن لديك محطتي أدوات ، واحدة ذات قالب V ضيق والأخرى ذات قالب V أوسع بكثير ؛ كلاهما ينحني نفس المادة بزاوية 90 درجة ، لكن القالب V الأوسع ينتج نصف قطر أكبر. ولكن من أجل إنتاج نصف القطر الأكبر هذا ، يجب أن تنزل الكمة إلى مسافة أبعد في مساحة القالب - الأمر الذي قد يتسبب في اصطدام الأداة مع القالب الضيق V.
يمكن صنع الأدوات على ارتفاع إغلاق مشترك أو يمكن اهتزازها لتتناسب. بغض النظر ، يمكن لبرنامج المحاكاة أن يكشف عن هذه المضاعفات قبل أن تصل الوظيفة إلى فرامل الضغط.
المشغل وتسلسل الانحناء
إذا تلقى عامل التشغيل وظيفة انحناء معقدة تتضمن انحناءات متعددة في اتجاهات متعددة ، فمن المحتمل أن يكون الجزء منثنيًا في اتجاه واحد فقط ، أو على الأكثر في عدد قليل من الطرق. عندما تصبح الأشكال الهندسية أبسط ، يزداد عدد خيارات تسلسل الانحناء بشكل عام — أي أن هناك العديد من الطرق لثني جزء.
يختار برنامج اليوم بشكل عام تسلسل الانحناء الأمثل للجهاز والأدوات والتطبيق. ومع ذلك ، يجب على أولئك الذين يبرمجون "عدم إلقاء المهمة على الحائط" مطلقًا لأولئك الذين قاموا بإعداد الجهاز والانحناء. الانحناء جهد تعاوني. يشتمل البرنامج الحديث على هندسة وخصائص الأداة والآلة (مثل حركات المحور الدنيا والقصوى) التي سيتم استخدامها عند الفرامل أثناء الانحناء. لكن المشغل يظل هو الشخص الذي سيقوم بتبديل الأدوات ومعالجة قطع العمل بين الانحناءات.
التفضيلات كثيرة ، والتحركات المربكة بين الانحناءات ومحطات الأدوات يمكن أن تجعل مهمة المشغل صعبة. لنفترض أن جزءًا ما يجب أن ينقلب في الاتجاه Z ، وهو إنجاز مستحيل إذا كانت اللكمات والقوالب في الطريق. لذا يحتاج المشغل إلى تحريك القطعة جانبًا ، وسحب القطعة من ظرف العمل ، وقلب القطعة ، ثم إعادة توجيهها بشكل صحيح على المقياس الخلفي. إنه قابل للتنفيذ ولكنه بالتأكيد ليس فعالًا أو مريحًا ، وهناك فرصة جيدة أن يحدد عامل التشغيل الجزء. قد تحتاج القطع ذات الأهمية التجميلية إلى إعادة صياغة أو حتى تخريدها. كل هذا كان يمكن تجنبه بمحادثة سريعة بين المبرمج والمشغل.
مرة أخرى ، أصبحت حزم المحاكاة أكثر ذكاءً على مر السنين ، لذا فإن تطوير تسلسل انحناء مليء بالتحركات المحرجة ليس أمرًا شائعًا. عادة ما يجد البرنامج الآن أفضل طريقة يمكن أن يقوم بها المشغل بثني قطعة العمل. بغض النظر ، يبقى التواصل الصحي بين المبرمج والمشغل الطريقة الأكثر فاعلية لتحقيق أقصى استفادة من عملية الانحناء.
لعبت تقنية Backgauge دورًا هنا أيضًا ، وتم الآن محاكاة حركة backgauge مع الأدوات. قبل سنوات كانت المنافذ الخلفية عبارة عن أسطح مستوية وتحركت في عدد محدود من المحاور. اليوم تحرك backgaugis multiaxis الأصابع بشكل مستقل في اتجاهات متعددة. لا يوفر برنامج المحاكاة غير المتصل بالإنترنت الحديث خيارات القياس فحسب ، بل يمكنه أيضًا النظر إلى الانحناء قبل الانحناء ، وأثناء الانحناء ، ومحاكاة الانطلاق ، والتحذير من التصادمات المحتملة.
توفر أصابع backgauge نفسها للمشغلين نقاط اتصال متعددة ، وتدعم الجيوب المشغولة في تلك الأصابع قطعة العمل. يمكن استيراد شكل إصبع المقياس الخلفي ، بما في ذلك الأصابع المخصصة المصممة لوظائف معينة ، إلى برنامج محاكاة ، مما يسمح للمبرمجين بالتقاط مشاكل التصادم أو التداخل قبل عمل الأصابع وبدء المهمة.
هنا مرة أخرى ، يظل التواصل مهمًا ، بغض النظر عن مدى شمولية المحاكاة الافتراضية. بعد كل شيء ، المشغلون هم الذين ينزلقون الأجزاء مقابل تلك المراجع الخلفية كل يوم.
تحسين الإعدادات
ضع في اعتبارك جزءًا بفلانجة واحدة إلى أسفل يحيط بها اثنان من الشفاه. للشفتيين الصاعدتين أطوال انحناء قصيرة ، أما الحافة السفلية لها طول انحناء طويل - لكن الثلاثة جميعها على نفس خط الانحناء. غالبًا ما تنشئ الإصدارات السابقة من البرامج غير المتصلة بالإنترنت ثلاث محطات ، واحدة للشفة اليسرى ، والأخرى لليمين ، والأخيرة للإنحناء الأطول في المنتصف.
يمكن أن يعمل هذا ، ولكن الإعداد يأخذ أيضًا ثلاث محطات انحناء على طول السرير. بشكل عام ، كلما كان التكوين الذي يمكن تحقيقه في محطات أقل ، كلما كان تسلسل التشكيل أكثر مرونة وكفاءة.
في هذه الحالة ، يمكن لمحطة واحدة أن تشكل هاتين الشفتين الصاعدتين اللتين تشتركان في نفس خط الانحناء. سيتكون من لكمة واحدة وقطعتين مجزأة ، مع مساحة كافية بينهما للسماح بالتخلي عن الحافة الوسطى. ثم تشكل المحطة الثانية الحافة المركزية. ما تم تشكيله ذات مرة في ثلاث محطات الآن يمكن تشكيله في محطتين ، تاركًا مساحة أكبر على سرير الجهاز لمحطات إضافية لمعالجة الانحناءات الأخرى في الجزء. كلما زاد تنوع الانحناءات التي يمكن للإعداد تشكيلها ، زادت كفاءة عامل الانحناء.
هذا مجرد مثال بسيط ، وحتى قبل توفر محاكاة الانحناء ، لم يكن تحسين هذا الإعداد المرحلي بعيدًا عن متناول المشغلين ذوي الخبرة. أما اليوم ، فإن محاكاة البرمجيات تعمل على تحسين محطات الانحناء المتعددة إلى درجة كان من المستحيل على المشغلين المخضرمين أن يتطوروا فيها بسرعة.
جعل النتائج قابلة للتكرار
اليوم يمكن للمبرمجين والمشغلين على حد سواء عرض محاكاة الانحناء والثقة في أن المحاكاة تعكس الواقع ، وأن الجزء الأول سيكون جزءًا جيدًا. ومع ذلك ، يجب أن تكون قطع الألغاز الأخرى مناسبة في مكانها أيضًا.
الأول يشمل المواد. يمكن أن تختلف المواد ذات السماكة الاسمية 3 مم ؛ في بعض الأحيان يمكن أن يكون 3.3 مم ، وأحيانًا أخرى (وأكثر شيوعًا) يمكن أن يكون أرق ، رفيع 2.7 مم. تتضمن محاكاة الانحناء نوافذ تقليدية لتحمل الانحناء بسبب اختلاف السماكة.
ومع ذلك ، كلما كان التسامح أكثر ثباتًا ، كلما كانت المواد أفضل. غالبًا ما تختار عمليات الانحناء الدقيقة هذه المواد الأكثر تكلفة بسمك أقل واختلاف الشد. ومع ذلك ، من المستحيل إزالة جميع الاختلافات. في الواقع ، يمكن للعمل على التحكم في جميع المتغيرات في الانحناء أن يؤثر سلبًا على القطع عند المنبع ، خاصة عندما يتعلق الأمر بإنتاجية المواد. يمكن أن تنحني المواد بشكل مختلف اعتمادًا على اتجاه الحبوب. التغيير في الحمولة صغير إلى حد ما ، ولكن اتجاه الحبوب الجديد يمكن أن يغير نصف القطر الداخلي ، مما يحفز الحاجة إلى تغيير تغلغل اللكمة في القالب.
لإدارة خصائص الانحناء المتغيرة هذه ، يختار المبرمجون غالبًا وظيفة "تقييد الحبوب" في برامج التعشيش. لسوء الحظ ، فإن قيود الحبوب هذه يمكن أن تخفض غلة المواد. إذا كان للمبرمجين الليزريين أو المثقفين الحرية في وضع الأجزاء في أي مكان على الورقة ، فيمكنهم زيادة إنتاجية المواد. ومع ذلك ، يمكن أن يؤدي ذلك إلى إحداث فوضى في بعض تطبيقات الانحناء الدقيقة ، حتى مع محاكاة الانحناء الأكثر تقدمًا. يمكن للمشغل أن يتبع المحاكاة بالضبط ، ولكن بفضل التناقضات في اتجاه الحبوب ، لا يزال ينتهي مع جزء سيء.
أدخل قطعة أخرى من اللغز: الانحناء التكيفي. يسمح قياس الزاوية في الوقت الفعلي على فرامل الضغط للآلة بالتعديل حتى في مواجهة هذه التناقضات الشائعة ، بما في ذلك سمك المادة المفرط ، والصلابة ، وتغير اتجاه الحبوب. كما يجعل الانحناء التكيفي من الممكن استخدام مواد أقل تكلفة ، لأن النظام يمكن أن يعوض عن مخالفات المواد.
إزالة الاختلاف في العملية
يمكن أن يحدث عدم الاتساق في الانحناء بسبب سمك المادة واختلاف الشد ، ولكن يمكن أن يحدث أيضًا عندما تتحرك المادة بطريقة غير متوقعة أثناء دورة الانحناء نفسها. يمكن أن يكون هذا سائدًا بشكل خاص في هندسة الأجزاء غير المتكافئة والمواد عالية الشد ، وفي قالب تم ارتداؤه عند كتف القالب بمرور الوقت. تتحرك المادة بشكل غير متناسق فوق كتف القالب ، وتسحب الانحناء إلى جانب أو آخر ، وبالتالي تنتج جزءًا سيئًا.
يمكن أن تساعد القوالب ذات نصف القطر الخاص التي يتم تشكيلها على كتف القالب في جعل الانحناء أكثر اتساقًا عن طريق تقليل إجهاد التلامس والسماح للمواد بالانحناء بسلاسة في مساحة القالب. على وجه التحديد ، فإن نصف قطر كتف القالب ليس ثابتًا ، ولكنه يصبح أكبر تدريجيًا عند انتقاله إلى مساحة القالب. يقلل التصميم من الاحتكاك ، وبالتالي ، فرصة هذه المادة الصعبة "الارتعاش" في مساحة القالب أثناء دورة التشكيل.
تهيئة المرحلة لأتمتة تغيير الأداة
خلال العشرين عامًا الماضية ، ألغت البرمجة في وضع عدم الاتصال الحاجة إلى البرمجة على الجهاز ، وجعلت المحاكاة المرتبطة بها ترتيبات الأدوات التي اعتبرت ذات مرة معقدة بشكل غير عادي ليست معقدة للغاية بعد كل شيء. تشتمل المحاكاة على تصميم وحركة المقياس الخلفي ، كما أنها تحسن من الإعداد المرحلي والمتكامل بحيث يمكن للعامل استخدام عدد أقل من المحطات لتشكيل مزيد من الانحناءات.
قلل الانحناء التكيفي من الحاجة إلى تنفيذ قيود الحبوب في القطع بالليزر أو التثقيب لتشكيل ثابت. في بعض التطبيقات ، فإن الانحناء التكيفي له قيود محدودة على الحبوب لتلبية متطلبات التجميل للجزء (لوحة غير قابلة للصدأ على معدات المطبخ أو المطاعم ، على سبيل المثال).
أخيرًا ، ساعد تصميم الأدوات على جعل التشكيل أكثر اتساقًا حتى بالنسبة للمواد التي يصعب تشكيلها. وقد تحسنت جودة العديد من المواد على مدار العشرين عامًا الماضية. إذا واجه المتجر عمل تشكيل دقيق ، فإنه يحتوي الآن على خيارات مادية توفر تنوعًا أقل في السماكة والصلابة ، وبالتالي أكثر ثباتًا.
الآن بعد أن أصبح الانحناء متسقًا للغاية ، يمكن لعملية التشكيل أن تلبي أخيرًا متطلبات الإنتاج عالي مزيج المنتجات بطريقة فعالة حقًا. لكن لا يزال هناك تناقض نهائي: الأداة تغير نفسها.
يمكن أن تكون الأدوات في غير مكانها أو تُسقط أو تتلف. اعتمادًا على تقنية حمل الأدوات ، يمكن أن يكون موضع الثقب والقالب قليلًا ، ولا يجلس بشكل صحيح ، حتى يتم تثبيته للخلف. علاوة على ذلك ، نظرًا لأن المحاكاة الآن يمكن أن تطور حتى أكثر إعدادات المرحلة تعقيدًا بسرعة ، يمكن للمشغل رؤية مجموعة واسعة من الإعدادات وفقًا لجدول اليوم ، من أبسطها يستخدم محطة أو محطتين ، إلى الأكثر تعقيدًا التي تمتد عبر جزء كبير من سرير الفرامل الصحافة.
مهد هذا التحدي الطريق لعل التقدم الأكثر أهمية على مدى السنوات ال 20 الماضية: تغيير الضغط التلقائي الأداة أداة الفرامل. بضغطة زر ، تتغير الأدوات تلقائيًا ويتم وضعها تمامًا في المكان الصحيح ، مكررة بالضبط ما يظهر في المحاكاة. مع تغير الأدوات ، يقوم المشغل بتجهيز المادة للمهمة التالية - والتي يمكن أن يكون لها هذه الأيام حجم كبير من 12 أو خمسة أو حتى قطعة واحدة فقط.
بالطبع ، لن يكون أتمتة تغيير الأداة منطقيًا إذا كان المشغلون بحاجة إلى قضاء الكثير من الوقت في تجربة الأجزاء ، أو إذا لم يتم تحسين محطات الأدوات ، أو إذا لم تفسر العملية تغيير خاصية المواد واتجاه الحبوب المتغيرات.
عمليات الانحناء اليوم مختلفة تمامًا عما كانت عليه قبل 20 عامًا ، ولا شك أنه سيكون هناك المزيد من الابتكار الذي سيجعل الانحناء أكثر كفاءة مما هو عليه اليوم. ولكن مع وجود ما يكفي من قطع الألغاز في مكانها ، يمكن أن تصبح عملية الانحناء اليوم واحدة من أكثر العمليات مرونة في أرضية المتجر.
 عبر الانترنت
عبر الانترنت 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











